
Emulsión Explosiva Gasificada: Alternativa para reducir costos en minería
EMULSIÓN EXPLOSIVA GASIFICADA: ALTERNATIVA PARA REDUCIR COSTOS EN MINERÍA
Huamán Chicoma Danfer Arián
Primer Bootcamp de Tecnología Aplicado a la Minería LATAM
CODEa UNI
Lima, Perú
Resumen: La voladura es una técnica fundamental en la industria minera para la extracción de minerales y rocas de manera segura y eficiente, por ello se dice que es uno de los procesos claves en cualquiera de las operaciones mineras, en conjunto con la perforación, nos orienta a entender el mecanismo de funcionamiento, las diferentes alternativas posibles para minimizar los costos de las operaciones posteriores como carga, transporte, chancado y la molienda.
Abstract: Blasting is a fundamental technique in the mining industry for the extraction of minerals and rocks safely and efficiently, for this reason it is said to be one of the key processes in any of the mining operations, together with drilling, it guides us to understand the mechanism of operation, the different possible alternatives to minimize the costs of subsequent operations such as loading, transport, crushing and grinding.
A. MATERIAL EXPLOSIVO: Sustancias químicas susceptibles de reaccionar violentamente al disociarse sus moléculas y reagruparse posteriormente en formas más estables. Se pueden establecer tres categorías, según la magnitud del impulso energético necesario para iniciar su detonación
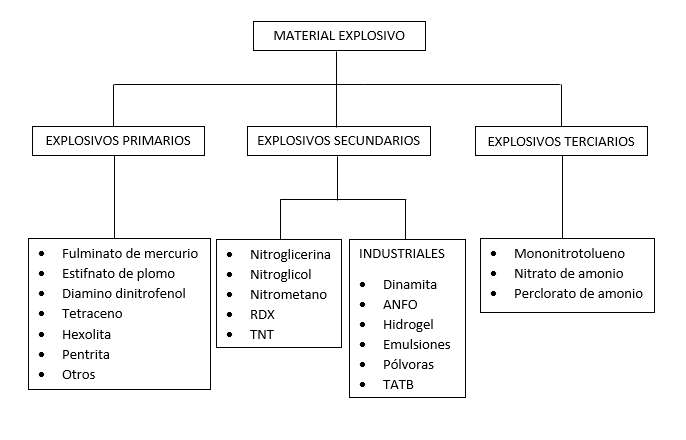
Fig.1 Resumen de los diferentes tipos de explosivos
B. EXPLOSIVOS PRIMARIOS: Por su alta energía y sensibilidad se emplean como iniciadores para detonar los secundarios, detonan ante un pequeño estímulo (llama, fricción, impacto o radiación). La energía liberada en la explosión es muy baja comparada con los secundarios (400 Kcal/kg contra 1000 Kcal/kg). La Pentrita, usualmente clasificada como secundaria, es sensible con granulometría fina por lo que se le suele usar como primario. A continuación se muestran los explosivos primarios comunes:
- Nitruro de Plomo:
• También llamado azida de plomo, es un polvo cristalino blanco
• Posee una estabilidad térmica grande (<50ºC)
• Sensible a estímulos mecánicos y eléctricos
• Para mejorar su baja sensibilidad a la llama se le mezcla con estifnato de Pb.

Fig. 2 Reacción para la fabricación de Nitruro de Plomo
- Estifnato de Plomo:
• Polvo cristalino marrón de gran estabilidad hasta 75ºC.
• Temperatura de inflamación es de 280ºC
• Al ser alto su contenido en metal (casi 50 %), es un explosivo débil.
• Se fabrica a partir de la reacción de una sal de Mg con trinitrorresorcina y nitrato de plomo

Fig. 3 Reacción para la fabricación de Estifnato de plomo
C. EXPLOSIVOS SECUNDARIOS: Son sustancias explosivas para cuya detonación se requiere, en comparación con las anteriores, una mayor cantidad de explosivo y un mayor impulso energético. Se utilizan como carga base de los detonadores, como cebos para iniciar explosivos de baja sensibilidad y también, en mayor o menor proporción, forman parte de la composición de muchos explosivos comerciales:
- ANFO: Estos explosivos nacieron ante la necesidad de disminuir la cantidad de nitroglicerina y así incrementar la seguridad, son explosivos pulvurentos constituidos por la mezcla de nitrato amónico y un combustible líquido, necesitan buena iniciación para una correcta detonación. Por su consistencia no resiste el agua. Sus características son las siguientes:
• Baja / media potencia.
• Muy baja densidad (0,8).
• Nula resistencia al agua, ya que el nitrato amónico es soluble en agua y pierde su capacidad de detonar.
• Baja velocidad de detonación (3,000 – 4,000 m/s).
• No son sensibles al detonador
Fig. 4 Reacción para la fabricación de ANFO
- Hidrogeles: Dispersiones en las que la fase continua es una solución acuosa de agua de nitrato amónico saturada (en ocasiones con otros oxidantes como nitrato sódico,perborato sódico, etc) y la fase dispersa está formada por combustibles sólidos y los restantes oxidantes requeridos. Sus características son las siguientes:
• Alta seguridad frente a estímulos subsónicos
• Posibilidad de mecanización de la carga
• Buena resistencia al agua
• Producción de humos de baja toxicidad
• Elevadas potencias
- Emulsiones: Se componen de dos fases: oxidante (solución de nitratos) y oleosa (combustibles:aceites y ceras, fase continua. Debe añadirse un agente emulsionante que rebaje la tensión superficial y aditivos sensibilizantes.
• Menor precio, ya que en su fabricación no se precisa el uso de nitroglicerina o componentes de alto coste
• Excelente resistencia al agua
• Posibilidad de conseguir productos con densidades entre 1 y 1,45 g/cm
• Elevadas velocidades de detonación, 4000 a 5000 m/s, con poco efecto del diámetro de encartuchado
• Gran seguridad de fabricación y manipulación. Posibilidad de mecanizar la carga y preparar mezclas con ANFO
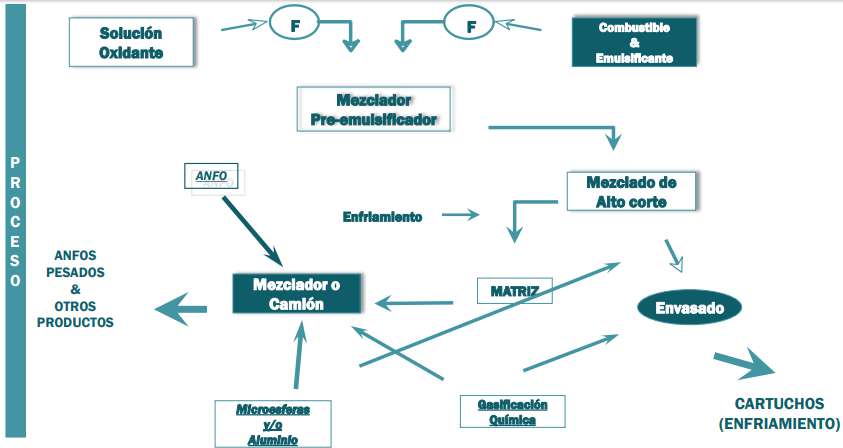
Fig. 5 Proceso de formación de emulsiones - MINSUP 2021
Luego de haber repasado los tipos de explosivos con sus características distintivas, se procederá a analizar en el contexto de la minería peruana:
D. EMULSIÓN GASIFICADA EN EL PERÚ: Partamos de la premisa que en el Perú no se cuenta con fábricas de Nitrato de Amonio, que puedan sostener la demanda de la minería, para sus operaciones de Voladura, siendo este material la base de los explosivos basados en ANFO. La Emulsión Gasificada (EG) comenzó su aplicación en Perú, como una alternativa para prescindir del nitrato de amonio grado ANFO, en un tiempo en que el precio de esta materia alcanzo niveles muy altos, a continuación se detalla una línea de tiempo que describe la implementación de esta nueva tecnología:

Fig. 6 Linea sobre implementación de EG en el tiempo en Perú - SIPERVOR 2015
En el contexto peruano, el ANFO siempre estuvo limitado a condiciones de estio o minas con poca presencia de agua, debido a que se diluye rapidamente en agua, por ello se optó por mezclarlo con "EMULSION EXPLOSIVA" la cual ayudaba a no diluirse en agua pero es muy poco sensible a la detonación (a esta mezcla se le denomida ANFO pesado). Ante ello, la "EMULSIÓN GASIFICADA" surgió como una propuesta económica, la cual alcanza altas velocidades de detonación (5600 m/s) y tiene alta resistencia al agua y la probabilidad de producir gases nitrosos casi nula (no contamina), se han seguido estudios para poder mejorar aún más la EG, se han hecho pruebas mezclandola con otras sustancias, los resultados se muestran acontinuación:
1. EG con Poliestireno: A la emulsión gasificada se le puede agravar una pequeña proporción de poliestireno, generando asi baja la densidad pero disminuye significativamente su potencia y sensibilidad. Su aplicación se encuentra mayormente en rocas de alta a mediana volabilidad.
2. EG con HDAN: Para mejorar su rigidez, la EG se puede mezclar con nitrato de amonio de alta densidad, el cual también puede aportar energia y sobre todo gases. en la reacción de detonación. Pudiendo aplicarse para un rango mayor de volabilidad. El costo de esta mezcla puede ser relativamente menor, debido a que no se emplea nitrato grado Anfo y puede prescindirse del combustible diesel.
3. EG con ANFO: También es conocido como "ANFO Pesado Gasificado" (APG), donde la emulsión explosiva es gasificable. Se ha comprobado que es una mezcla explosiva de alto desempeño, en particular las mezclas 60/40 - 70/30 y 80/20. Sin embargo suele tener un mayor costo que las mezclas anteriores.
Para una mayor comprensión de la ventaja que tiene la Emulsión Gasificada sobre otros agentes explosivos, veamos el reporte que brindó FAMESA:
A finales del año 2008, cuando los explosivos basados en nitrato de amonio poroso (PPAN) eran escasos y aumentaron sus precios. FAMESA Explosivos propuso la iniciativa de probar otra alternativa mas económica, la emulsión gasificada "SAN-G". La cual no requiere del nitrato de amonio poroso ni del petróleo. Las pruebas se realizaron en la mina Comarsa, en el departamento de La Libertad, al norte del Perú. Después de dos meses de pruebas exitosas, se estandarizo su uso, al mismo tiempo que se desplegaban pruebas en otras minas, se hacian investigaciones y capacitación a todo nivel. Logrando reemplazar al ANFO pesado y dando significativos ahorros.
1) Sistema de fabricación in situ:
La emulsión gasificable entra en contacto con la solución sensitivizante e inicia la gasificación. La SAN-G sale a travez de una manguera descargando desde el fondo del taladro o desde la boca del mismo.
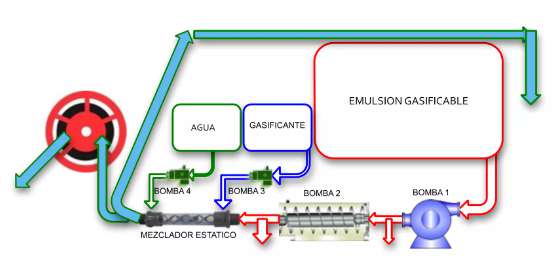
Fig. 7 Esquema del sistema de fabricación - FAMESA EXPLOSIVOS 2009
2) Taladros secos:
En taladros secos se deja caer el explosivo desde la boca del taladro. El flujo de SAN-G cae verticalmente hasta el fondo del taladro, de tal forma que no se contamine el explosivo.

Fig. 8 Deposición del explosivo - FAMESA EXPLOSIVOS 2009
3) Taladros con agua:
En esta sección se introduce la boquilla hasta el fondo del taladro y cargar al mismo tiempo que se va retrayendo la manguera sin separar la boquilla de la masa de emulsion. De esta manera el agua se desplazando hacia arriba por la fuerza de presión durante el "llenado desde abajo". Aunque se cargue con una densidad menor a la del agua (0.9 g/cm³), la SAN-G permanece inalterada.
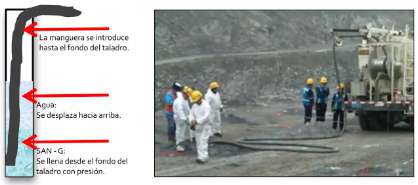
Fig. 9 Esquema de los taladros con agua y su deposición - FAMESA EXPLOSIVOS 2009
4) Controles de campo:
Aquí tenemos varios aspectos a tener en cuenta:
• El control de la densidad de copa es ineludible y debe realizare todo el tiempo. La densidad de copa, que se obtiene durante el carguío, es representativa de la parte superior del taladro. Para conocer la densidad en el fondo o la densidad media, se debe aplicar le factor de comprensibilidad de la SAN-G.
• De 20 a 25 minutos demora el proceso de esponjamiento completo dentro del taladro. Es muy importante verificar que se haya dado el esponjamiento y se tenga la longitud de taco de diseño. Se debe comprobar si el esponjamiento en el taladro corresponde al esponjamiento del diseño de carga en el plan de voladura.
• Es importante tener la medición de la temperatura debido a que influye en la velocidad de reacción y densidad final de la SAN-G.
• Se debe calibrar el sistema del camión para dosificar el gasificante correspondiente a la densidad requerida.
• Una vez obtenida la densidad de diseño se debe comprobar con cuatro mediciones mas.
• El supervisor/operador de carguio debe identificar cualitativamente según el color y la textura de la mezcla.
• El supervisor/operador de carguio debe regular la dosificación de gasificante en cualquier momento que se requiera.
• Las paradas prolongadas del camión pueden originar una "descalibración aparente" y se obtendrían densidades no deseadas. Pero el proceso se debe normalizar sin hacer regulaciones.
• La emulsión gasificable se transporta en cisternas de 25-30 TM. Una vez en la operación, en el almacén de agentes de voladura, es bombeada a silos de 60 TM. Desde los silos, la emulsión se descarga por gravedad hacia los depósitos del camión fabrica. El tiempo máximo de permanencia de la emulsión en los silos puede ser de hasta 90 días.
5) Aspectos relevantes de la voladura con SAN-G:
• No produce gases nitrosos de detonación debido a estar compuesto unicamente de emulsión cuyo balance de oxígeno es estable y no está sujeto a las condiciones finales de la mezcla dentro del taladro.
• Se ha comprobado que al usar SAN-G producen menos apilamiento de altura que cuando se usa ANFO.
• La emulsión se puso a prueba contra el fuego demostrando que se quema lentamente y no hay riesgo de detonación.
• Finalmente se realiazo pruebas para minas donde la temperatura ambiente sea muy baja, por debajo del cero, se comprobó la detonación de la SAN-G a una temperatura de -33 °C, en cargas cilíndricas de 4" de diámetro y a una densidad de 1.13 g/cm³, dando como resultado una detonación normal y VOD de 5000 m/s.
6) Resultados:
• Usando SAN-G con una densidad entre 0.9 1.0 g/cm³. Se han obtenido menores consumo de explosivo y buenos resultados de voladura en comparación con el Anfo pesado.
• Por su alta VOD y mayor energia útil, la SAN-G ha tenido excelentes resultados de fragmentación. Impactando positivamente sobre la granulometria, reduciendo el P90 desde 4.8" hasta 4.0" (un 16%), lo cual se traduce en una mejora de la productividad en excavación, acarreo, chancado y recuperación que también deben cuantificarse.
• La SAN-G es una alternativa debido a su bajo precio por no considerar el nitrato de amonio dentro de los costos.
• Ya no se consume petróleo
• Ya no se tiene riesgo de inflamación del nitrato de amonio o el petróleo.
• No se producen gases nitrosos en la detonación.

Fig. 10 Tabla comparativa de costos entre SAN-G vs ANFO - FAMESA EXPLOSIVOS 2009
E) BIBLIOGRAFÍA:
• Bernaola J., "Fundamentos de diseño de voladuras". Cátedra de Laboreo. Escuela Técnica Superior de Ingenieros de Minas, Universidad Politécnica de Madrid. 2004
• ENAEX, "Manual de Tronadura".
• EXSA. "Manual práctico de voladura", 3° edición, Lima, 2000.
• Gustafsson R., "Técnica Sueca de Voladuras", Suecia, 1977
• Hartman H., "Introductory. Mining Engineering". J.Wiley & Sons. 1987
• Hustrulid, W. "Blasting Principles for Open Pit Mining". Balkema Publishers. ISBN 978-9054104582. 1999
• ISEE - International Society of Explosives Engineers, "Blaster's Handbook", 18th Edition, 2010.
• Langefors & Kilström, "Técnica Moderna de Voladura de Rocas", Suecia, 1987
• La emulsión gasificada: un explosivo eficiente para reducir los costos de voladuraa tajo abierto, 29 convención minera PERUMIN.
• Marjoribanks R., "Geological Methods in Mineral Exploration and Mining". ISBN 9783540743705, Springer, 2010
• The Australian Drilling Industry. "Drilling: The Manual of Methods, Applications, and Management". Training Committee Limited. CRC Press. ISBN 978-1566702423. 1997
• Unión Española de Explosivos, "Manual de Empleo de Explosivos", Madrid. 2002 AENOR. Asociación Española de Normalización
• Voladura en minería superficial con explosivos basados en emulsión gasificada, XIII SIMPOSIO INTERNACIONAL DE PERFORACIÓN Y VOLADURAS DE ROCAS, 2015.
Comentarios
Registrate o Inicia Sesión para comentar y obtener Cursos de pago gratis